

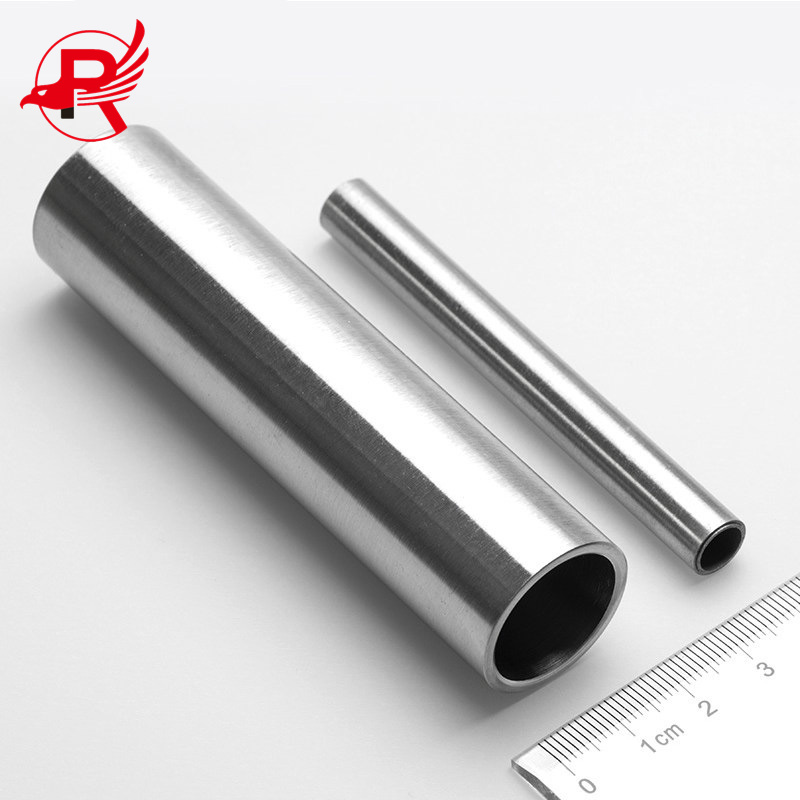
Najbolja cijena ASTM A312 304 304L 316L cijevi od nehrđajućeg čelika




| Naziv proizvoda | Okrugla cijev od nehrđajućeg čelika |
| Standardno | ASTM AISI DIN, EN, GB, JIS |
| Vrsta čelika
| Serija 200: 201, 202 |
| Serija 300: 301, 304, 304L, 316, 316L, 316Ti, 317L, 321, 309s, 310s | |
| Serija 400: 409L, 410, 410s, 420j1, 420j2, 430, 444, 441, 436 | |
| Dupleks čelik: 904L, 2205, 2507, 2101, 2520, 2304 | |
| Vanjski promjer | 6-2500 mm (po potrebi) |
| Debljina | 0,3 mm-150 mm (po potrebi) |
| Dužina | 2000mm/2500mm/3000mm/6000mm/12000mm (po potrebi) |
| Tehnika | Besprijekorno |
| Površina | Br. 1 2B BA 6K 8K Ogledalo Br. 4 HL |
| Tolerancija | ±1% |
| Uslovi cijena | FOB, CFR, CIF |










Cijev od nehrđajućeg čelika je vrsta šupljeg dugog okruglog čelika, koja se uglavnom koristi u industrijskim transportnim cjevovodima kao što su naftna, hemijska industrija, medicinska, prehrambena, laka industrija, mehanički instrumenti itd., kao i za mehaničke strukturne komponente. Osim toga, kada su čvrstoća na savijanje i torziju iste, težina je lakša, pa se široko koristi i u proizvodnji mehaničkih dijelova i inženjerskih konstrukcija. Također se često koristi kao namještaj i kuhinjski pribor itd.
Napomena:
1. Besplatno uzorkovanje, 100% osiguranje kvalitete nakon prodaje, podrška za bilo koji način plaćanja;
2. Sve ostale specifikacije okruglih cijevi od ugljičnog čelika dostupne su prema vašim zahtjevima (OEM i ODM)! Fabrička cijena koju ćete dobiti od ROYAL GROUP.
Hemijski sastav cijevi od nehrđajućeg čelika
| Hemijski sastav % | ||||||||
| Ocjena | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 | ≤0,15 | ≤0,75 | 5. 5-7. 5 | ≤0,06 | ≤ 0,03 | 3,5 -5,5 | 16,0 -18,0 | - |
| 202 | ≤0,15 | ≤1,0 | 7,5-10,0 | ≤0,06 | ≤ 0,03 | 4,0-6,0 | 17,0-19,0 | - |
| 301 | ≤0,15 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 6,0-8,0 | 16,0-18,0 | - |
| 302 | ≤0,15 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 8,0-10,0 | 17,0-19,0 | - |
| 304 | ≤0,0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 8,0-10,5 | 18,0-20,0 | - |
| 304L | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0-13,0 | 18,0-20,0 | - |
| 309S | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0-15,0 | 22,0-24,0 | - |
| 310S | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,035 | ≤ 0,03 | 19,0-22,0 | 24,0-26,0 | |
| 316 | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 10,0-14,0 | 16,0-18,0 | 2.0-3.0 |
| 316L | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,045 | ≤ 0,03 | 12,0 - 15,0 | 16,0 -1 8,0 | 2,0 -3,0 |
| 321 | ≤ 0,08 | ≤1,0 | ≤2,0 | ≤0,035 | ≤ 0,03 | 9,0 - 13,0 | 17,0 -1 9,0 | - |
| 630 | ≤ 0,07 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | 3,0-5,0 | 15,5-17,5 | - |
| 631 | ≤0,09 | ≤1,0 | ≤1,0 | ≤0,030 | ≤0,035 | 6,50-7,75 | 16,0-18,0 | - |
| 904L | ≤ 2,0 | ≤0,045 | ≤1,0 | ≤0,035 | - | 23,0·28,0 | 19,0-23,0 | 4,0-5,0 |
| 2205 | ≤0,03 | ≤1,0 | ≤2,0 | ≤0,030 | ≤0,02 | 4,5-6,5 | 22,0-23,0 | 3,0-3,5 |
| 2507 | ≤0,03 | ≤0,8 | ≤1,2 | ≤0,035 | ≤0,02 | 6,0-8,0 | 24,0-26,0 | 3,0-5,0 |
| 2520 | ≤0,08 | ≤1,5 | ≤2,0 | ≤0,045 | ≤ 0,03 | 0,19 -0,22 | 0,24 -0,26 | - |
| 410 | ≤0,15 | ≤1,0 | ≤1,0 | ≤0,035 | ≤ 0,03 | - | 11,5-13,5 | - |
| 430 | ≤0,1 2 | ≤0,75 | ≤1,0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16,0 -18,0 | |
Različitim metodama obrade hladnim valjanjem i ponovnom obradom površine nakon valjanja, postiže se završna obrada površine nehrđajućeg čelikabarmogu imati različite tipove.

Površinska obrada cijevi od nehrđajućeg čelika ima NO.1, 2B, No. 4, HL, No. 6, No. 8, BA, TR tvrdo, ponovno valjano sjajno 2H, poliranje sjajno i druge površinske završne obrade itd.
BR. 1: Površina br. 1 odnosi se na površinu dobijenu termičkom obradom i kiseljenjem nakon vrućeg valjanja cijevi od nehrđajućeg čelika. Služi za uklanjanje crnog oksidnog sloja nastalog tokom vrućeg valjanja i termičke obrade kiseljenjem ili sličnim metodama obrade. Ovo je obrada površine br. 1. Površina br. 1 je srebrno bijela i mat. Uglavnom se koristi u industrijama otpornim na toplinu i koroziju koje ne zahtijevaju površinski sjaj, kao što su industrija alkohola, hemijska industrija i veliki spremnici.
2B: Površina 2B se razlikuje od 2D površine po tome što je zaglađena glatkim valjkom, pa je svjetlija od 2D površine. Vrijednost hrapavosti površine Ra koju mjeri instrument iznosi 0,1~0,5μm, što je najčešći tip obrade. Ova vrsta površine trake od nehrđajućeg čelika je najsvestranija, pogodna za opće namjene, široko se koristi u hemijskoj, papirnoj, naftnoj, medicinskoj i drugim industrijama, a može se koristiti i kao zavjesni zid zgrade.
TR tvrda završna obrada: TR nehrđajući čelik se naziva i tvrdim čelikom. Njegove reprezentativne klase čelika su 304 i 301, a koriste se za proizvode koji zahtijevaju visoku čvrstoću i tvrdoću, kao što su željeznička vozila, transportne trake, opruge i brtve. Princip je korištenje karakteristika očvršćavanja austenitnog nehrđajućeg čelika za povećanje čvrstoće i tvrdoće čelične ploče metodama hladne obrade kao što je valjanje. Tvrdi materijal koristi nekoliko posto do nekoliko desetaka posto blagog valjanja kako bi zamijenio blagu ravnost 2B osnovne površine, a nakon valjanja se ne vrši žarenje. Stoga je TR tvrda površina tvrdog materijala valjana nakon hladnog valjanja.
Ponovno valjana sjajna 2H: Nakon procesa valjanja, cijev od nehrđajućeg čelika će se obraditi sjajnim žarenjem. Cijev se može brzo ohladiti pomoću linije za kontinuirano žarenje. Brzina kretanja cijevi od nehrđajućeg čelika na liniji je oko 60m~80m/min. Nakon ovog koraka, površinska obrada će biti 2H ponovno valjana sjajna.
Br. 4: Površina br. 4 je fino polirana površinska završna obrada koja je svjetlija od površine br. 3. Također se dobija poliranjem hladno valjane cijevi od nehrđajućeg čelika s površinom 2 D ili 2 B kao bazom i poliranjem abrazivnom trakom veličine zrna od 150-180# obrađene površine. Vrijednost hrapavosti površine Ra izmjerena instrumentom iznosi 0,2~1,5μm. Površina br. 4 se široko koristi u opremi za restorane i kuhinje, medicinskoj opremi, arhitektonskoj dekoraciji, kontejnerima itd.
HL: HL površina se obično naziva tanka abrazivna površina. Japanski JIS standard propisuje da se abrazivna traka granulacije 150-240# koristi za poliranje dobijene kontinuirane tanke abrazivne površine. U kineskom standardu GB3280, propisi su prilično nejasni. HL površinska završna obrada se uglavnom koristi za uređenje zgrada kao što su liftovi, pokretne stepenice i fasade.
Br. 6: Površina br. 6 zasnovana je na površini br. 4 i dodatno je polirana Tampico četkom ili abrazivnim materijalom veličine čestica W63 prema standardu GB2477. Ova površina ima dobar metalni sjaj i meke performanse. Refleksija je slaba i ne reflektuje sliku. Zbog ovog dobrog svojstva, vrlo je pogodna za izradu zidova zavjesa na zgradama i ukrasnih resa na zgradama, a također se široko koristi kao kuhinjski pribor.
BA: BA je površina dobijena sjajnom termičkom obradom nakon hladnog valjanja. Sjajna termička obrada je žarenje pod zaštitnom atmosferom koja garantuje da površina ne oksidira kako bi se sačuvao sjaj hladno valjane površine, a zatim se koristi visokoprecizni valjak za zaglađivanje za lagano nivelisanje kako bi se poboljšao sjaj površine. Ova površina je blizu ogledalskog sjaja, a vrijednost hrapavosti površine Ra izmjerena instrumentom je 0,05-0,1 μm. BA površina ima širok spektar upotrebe i može se koristiti kao kuhinjski pribor, kućanski aparati, medicinska oprema, autodijelovi i dekoracije.
Br. 8: Br. 8 je površina sa sjajnim efektom ogledala i najvećom reflektivnošću bez abrazivnih zrna. Industrija duboke prerade nehrđajućeg čelika naziva se i 8K pločama. Generalno, BA materijali se koriste kao sirovine za sjajnu završnu obradu samo brušenjem i poliranjem. Nakon sjajne završne obrade, površina je umjetnička, pa se uglavnom koristi za uređenje ulaza u zgrade i uređenje interijera.
Glavni proizvodni proces: okrugli čelik → ponovna inspekcija → ljuštenje → izrezivanje → centriranje → zagrijavanje → perforacija → kiseljenje → ravna glava → inspekcija i brušenje → hladno valjanje (hladno izvlačenje) → odmašćivanje → termička obrada → ispravljanje → rezanje cijevi (fiksne dužine) → kiseljenje/pasivizacija → inspekcija gotovog proizvoda (vrtložne struje, ultrazvuk, pritisak vode) → pakovanje i skladištenje.
1. Rezanje okruglog čelika: Nakon prijema okruglog čelika iz skladišta sirovina, izračunajte dužinu rezanja okruglog čelika prema zahtjevima procesa i nacrtajte liniju na okruglom čeliku. Čelici se slažu prema vrstama čelika, brojevima topline, brojevima proizvodnih serija i specifikacijama, a krajevi se razlikuju bojama različitih boja.
2. Centriranje: Prilikom centriranja bušilice s poprečnim krakom, prvo pronađite središnju tačku u presjeku okruglog čelika, probušite rupu za uzorak, a zatim ga vertikalno pričvrstite na stol bušilice radi centriranja. Okrugle šipke nakon centriranja slažu se prema klasi čelika, broju grijanja, specifikaciji i broju proizvodne serije.
3. Ljuštenje: ljuštenje se vrši nakon što prođe inspekciju ulaznih materijala. Ljuštenje uključuje ljuštenje na strugu i vrtložno rezanje. Ljuštenje na strugu se vrši na strugu metodom obrade s jednom stezaljkom i jednim vrhom, a vrtložno rezanje služi za vješanje okruglog čelika na alatnu mašinu. Izvršite vrtložno rezanje.
4. Inspekcija površine: Vrši se inspekcija kvalitete oguljenog okruglog čelika, a postojeći površinski nedostaci se označavaju, a osoblje za brušenje će ih brusiti dok se ne kvalificiraju. Okrugle šipke koje su prošle inspekciju slažu se odvojeno prema klasi čelika, broju topline, specifikaciji i broju proizvodne serije.
5. Grijanje okruglog čelika: Oprema za grijanje okruglog čelika uključuje plinsku peć s kosim ognjištem i plinsku peć kutijastog tipa. Plinska peć s kosim srcem koristi se za zagrijavanje u velikim serijama, a plinska peć kutijastog tipa koristi se za zagrijavanje u malim serijama. Prilikom ulaska u peć, okrugle šipke različitih vrsta čelika, brojeva zagrijavanja i specifikacija razdvajaju se starim vanjskim filmom. Kada se okrugle šipke zagrijavaju, tokari koriste posebne alate za okretanje šipki kako bi osigurali da se okrugle šipke ravnomjerno zagrijavaju.
6. Vruće valjanje probijanja: koristite jedinicu za probijanje i kompresor zraka. Prema specifikacijama perforiranog okruglog čelika, odabiru se odgovarajuće vodilice i molibdenski čepovi, a zagrijani okrugli čelik se perforira perforatorom, a probušene otpadne cijevi se nasumično dovode u bazen za potpuno hlađenje.
7. Inspekcija i brušenje: Provjerite da li su unutrašnje i vanjske površine otpadne cijevi glatke i glatke, te da nema udubljenja, pukotina, međuslojeva, dubokih rupa, ozbiljnih tragova navoja, toranjskog željeza, uštipka, Baotou i srpastih glava. Površinski nedostaci otpadne cijevi mogu se ukloniti lokalnom metodom brušenja. Otpadne cijevi koje su prošle inspekciju ili one koje su prošle inspekciju nakon popravke i brušenja s manjim nedostacima, radionički slagači će ih povezati u snopove prema zahtjevima i složiti prema klasi čelika, broju peći, specifikaciji i broju proizvodne serije otpadne cijevi.
8. Ispravljanje: Dolazne otpadne cijevi u radionici za perforaciju pakuju se u snopove. Oblik dolazne otpadne cijevi je savijen i potrebno ga je ispraviti. Oprema za ispravljanje je vertikalna mašina za ispravljanje, horizontalna mašina za ispravljanje i vertikalna hidraulična presa (koristi se za prethodno ispravljanje kada čelična cijev ima veliku zakrivljenost). Kako bi se spriječilo poskakivanje čelične cijevi tokom ispravljanja, koristi se najlonska čahura za ograničavanje čelične cijevi.
9. Rezanje cijevi: Prema planu proizvodnje, ispravljena otpadna cijev treba se rezati na glavi i na kraju, a oprema koja se koristi je brusilica za rezanje.
10. Kiseljenje: Ispravljenu čeličnu cijev treba kiseliti kako bi se uklonile oksidne naslage i nečistoće na površini otpadne cijevi. Čelična cijev se kiseli u radionici za kiseljenje, a zatim se polako podiže u rezervoar za kiseljenje radi kiseljenja.
11. Brušenje, endoskopska inspekcija i unutrašnje poliranje: čelične cijevi koje su kvalifikovane za kiseljenje ulaze u proces brušenja vanjske površine, polirane čelične cijevi se podvrgavaju endoskopskoj inspekciji, a nekvalificirani proizvodi ili procesi sa posebnim zahtjevima zahtijevaju unutrašnje poliranje.
12. Postupak hladnog valjanja/postupak hladnog izvlačenja
Hladno valjanje: Čelična cijev se valja valjcima hladne valjaonice, a veličina i dužina čelične cijevi mijenjaju se kontinuiranom hladnom deformacijom.
Hladno vučenje: Čelična cijev se širi i smanjuje debljinu stijenke pomoću mašine za hladno vučenje bez zagrijavanja kako bi se promijenila veličina i dužina čelične cijevi. Hladno vučena čelična cijev ima visoku dimenzijsku tačnost i dobru površinsku obradu. Nedostatak je što je zaostali napon veliki, a hladno vučene cijevi velikog prečnika se često koriste, a brzina oblikovanja gotovog proizvoda je spora. Specifičan proces hladnog vučenja uključuje:
① Glava za zavarivanje zaglavlja: Prije hladnog vučenja, jedan kraj čelične cijevi treba zaglaviti (čelične cijevi malog promjera) ili glavu za zavarivanje (čelične cijevi velikog promjera) kako bi se pripremio za proces vučenja, a malu količinu čelične cijevi posebnih specifikacija treba zagrijati, a zatim zaglaviti.
② Podmazivanje i pečenje: Prije hladnog vučenja čelične cijevi nakon glave (glave za zavarivanje), unutrašnji otvor i vanjska površina čelične cijevi moraju se podmazati, a čelična cijev premazana mazivom mora se osušiti prije hladnog vučenja.
③ Hladno vučenje: Čelična cijev nakon što se mazivo osuši ulazi u proces hladnog vučenja, a oprema koja se koristi za hladno vučenje je lančana mašina za hladno vučenje i hidraulična mašina za hladno vučenje.
13. Odmašćivanje: Svrha odmašćivanja je uklanjanje ulja za valjanje pričvršćenog za unutrašnji zid i vanjsku površinu čelične cijevi nakon valjanja ispiranjem, kako bi se izbjegla kontaminacija površine čelika tokom žarenja i spriječilo povećanje ugljika.
14. Termička obrada: Termička obrada vraća oblik materijalu putem rekristalizacije i smanjuje otpornost metala na deformaciju. Oprema za termičku obradu je peć za termičku obradu rastvorom prirodnog gasa.
15. Kiseljenje gotovih proizvoda: Čelične cijevi se nakon rezanja podvrgavaju završnom kiseljenju radi pasivizacije površine, tako da se na površini čeličnih cijevi može formirati oksidni zaštitni film i poboljšati izvrsne performanse čeličnih cijevi.
16. Inspekcija gotovog proizvoda: Glavni proces inspekcije i ispitivanja gotovog proizvoda je inspekcija mjeračem → vrtložna sonda → super sonda → pritisak vode → pritisak zraka. Inspekcija površine se uglavnom služi za ručnu provjeru da li postoje nedostaci na površini čelične cijevi, da li su dužina čelične cijevi i veličina vanjskog zida kvalificirani; detekcija vrtloga uglavnom koristi detektor grešaka vrtložnim strujama kako bi se provjerilo da li postoje rupe u čeličnoj cijevi; superdetekcija uglavnom koristi ultrazvučni detektor grešaka kako bi se provjerilo da li je čelična cijev napukla iznutra ili izvana; pritisak vode i zraka koristi se hidrauličnom mašinom i mašinom za pritisak zraka kako bi se otkrilo da li čelična cijev propušta vodu ili zrak, kako bi se osiguralo da je čelična cijev u dobrom stanju.
17. Pakovanje i skladištenje: Čelične cijevi koje su prošle inspekciju ulaze u prostor za pakovanje gotovih proizvoda. Materijali koji se koriste za pakovanje uključuju poklopce za rupe, plastične vrećice, tkaninu od zmijske kože, drvene daske, trake od nehrđajućeg čelika itd. Vanjska površina oba kraja omotane čelične cijevi obložena je malim drvenim daskama, a vanjska površina je pričvršćena trakama od nehrđajućeg čelika kako bi se spriječio kontakt između čeličnih cijevi tokom transporta i uzrokovao sudar. Pakovane čelične cijevi ulaze u prostor za slaganje gotovih proizvoda.
Ambalaža je uglavnom gola, čelična žica za povezivanje, vrlo jaka.
Ako imate posebne zahtjeve, možete koristiti ambalažu otpornu na hrđu i ljepšu.

Prijevoz:Ekspresna dostava (dostava uzorka), zračni, željeznički, kopneni, pomorski prijevoz (FCL ili LCL ili rasuti teret)


Naš kupac

P: Da li su proizvođači iz UA?
O: Da, mi smo proizvođač. Imamo vlastitu tvornicu koja se nalazi u gradu Tianjinu u Kini.
P: Mogu li dobiti probnu narudžbu od samo nekoliko tona?
O: Naravno. Možemo vam poslati teret LCL uslugom (manje kontejnerskog utovara).
P: Ako je uzorak besplatan?
O: Uzorak je besplatan, ali kupac plaća troškove prijevoza.
P: Da li ste dobavljač zlata i pružate li trgovinsku garanciju?
O: Mi smo sedam godina dobavljač zlata i prihvatamo trgovinsku garanciju.
-

Bešavne cijevi od nehrđajućeg čelika (304H 304 316 316...
-

Visokokvalitetne bešavne čelične cijevi ASTM 304 304L ...
-

Kineski profesionalni proizvođač nehrđajućeg čelika...
-

Vrhunska kvadratna cijev od nehrđajućeg čelika 410 410s
-
Veleprodaja fabrike 2205 2507 Ogledalo od nehrđajućeg čelika ...
-

2b/Ba/Br. 1/Br. 4/Hl/8K Ss zavojnica hladno valjana/vruće valjana...





